无需长篇大论,观看文山(当地)桥梁护栏 201不锈钢复合管 采购视频,让你瞬间爱上我们的产品。
以下是:文山(当地)桥梁护栏 201不锈钢复合管 采购的图文介绍
俊邦金属材料有限公司自成立以来,主要致力于 文山桥梁防撞护栏等产品的生产与加工。公司成产以来,始终以“精心服务、客户至上、锐意进取”的经营理念,坚持“客户至上”的原则为同行提供配套服务。您的需要就是我们的服务,您的满意就是我们的目标,我们坚信,未来你您的支持下,我们的事业会更加辉煌,我们以准备好,以安全、及时、高效的服务为客户提供优质的服务。
桥梁护栏 201不锈钢复合管 采购")
桥梁护栏 201不锈钢复合管 采购")
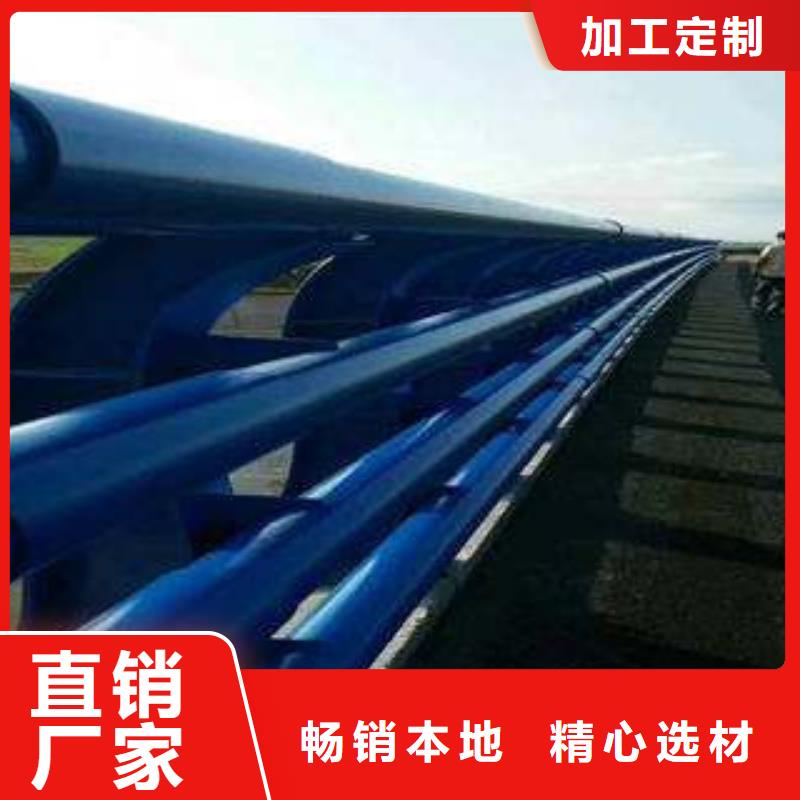
桥梁护栏是我们桥梁交通重要的一个部件,它不只可以装饰我们的桥梁,而且它另一个重要的作用是能够避免车 辆或者行人由于不测事故越出桥面的风险,可见护栏的在日常生活中的重要作用。护栏在投入运用后期维护也是十分重要的,由于护栏时间久了或者由于施工存在的缺陷就会呈现松动的现象,这在我们日常生活中的运用存在一个隐患,还有的事采用螺丝装置的中央由于时间久了会呈现松动的现象。 那么我们在后期维护上应该怎样做,才干消弭平安隐患呢?护栏松动了怎样办? 当桥梁护栏松动了,我们首先余姚对桥梁护栏后面的墩衔接到坚固的中央,这样会很巩固,侧压力也十分好;要肯定好是墩后还是栏杆,运用工具将外观看起来是后台,重要的是后台要坚实,假如能够倒底部就去检查下能否是扶鼎的或者使封锁装置在墩后的;在桥梁护栏的栏杆上面装置一个螺钉能够进入到墩后面,先在小的螺杆上面导孔;当墩要固定在地板上面,下面留一局部然后栓起来,再依据应用程序,将钻的孔的经过直线上升到底部。 这样我们就能很好的固定住护栏了,增加了护栏的运用寿命和消弭了平安隐患,为大家的出行添加了平安保证。
桥梁护栏 201不锈钢复合管 采购")
桥梁护栏 201不锈钢复合管 采购")
桥梁护栏 201不锈钢复合管 采购")
不锈钢桥梁护栏是安装在桥梁两旁防止车辆失控时冲出桥梁发生意外的设备,它在平常也是一道亮丽的风景线,所以我们要好好保护它,接下来说一下桥梁护栏的保养方面。
1、小心不要划伤表面。不要用粗糙锋利的材料对不锈钢表面特别是镜面进行擦洗,要用柔软、不易脱落的布对表面进行擦洗,用砂钢和拉丝的表面,沿着线条进行擦洗,否则容易使表面生辉。
2、避免使用含有漂白成分和磨料的洗涤剂、钢球和磨具。为避免残留洗涤剂和腐蚀不锈钢表面,应在清洗结束时用清水清洗表面。
3、如果不锈钢护栏表面有灰尘,且污垢容易清除,可用肥皂和弱洗清洗,粘合剂成分可用酒精或有机溶剂擦洗。
4、不锈钢护桩表面的油污、油污、润滑油应先用软布清洗,再用中性洗涤剂或氨水或专用洗涤剂清洗。
5、
聚合物复合材料的重量不同于10-27公斤(根据客户要求定制),可承受60吨以上的压力。因为不锈钢护栏底座是环保产品,它还将PVC护栏和钢护栏的外观结合在一起,使外观更加美观。
由于不锈钢桥梁护栏采用高分子复合材料,且支架表面覆盖一层热工塑料养护层,具有很强的附着力,桥梁铸铁护栏站完全阻隔了空气、水,耐酸碱物质抗老化、耐磨、抗紫外线辐射,延长护栏使用寿命。不锈钢桥梁护栏因其自身的优点而得到广泛应用,在当今社会发挥着不可忽视的作用。
桥梁护栏 201不锈钢复合管 采购")
桥梁护栏 201不锈钢复合管 采购")
对所采取的复层焊接→过渡层焊接→基层焊接的焊接顺序, 原则上可以理解为复层母材的焊接工艺评定与相对应的耐蚀堆焊焊接工艺评定的组合焊接工艺评定, 但需要注意耐蚀堆焊焊接工艺评定的覆盖范围是否满足要求。 不锈钢复合钢管道在基层或复层焊前需要预热时, 预热温度参照相关规范中各种材质的预热温度, 过渡层的预热根据基层或复层材质来确定,当基层和复层都需要预热时, 按预热温度高的一侧执行。 由于焊接工程中杂质受热会分解成 H2O 和 CO2, 在熔池内产生大量的气体, 严重时发生爆裂破坏熔池。 因此, 焊接前应用棉纱将接触层的油、 漆、 垢及氧化层等清理干净, 油污或赃物沾染严重的应用细砂纸打磨, 酒精脱脂, 丙酮清洗,直至露出金属光泽。 焊接前还需对内衬不锈钢复合钢管的基层和复合层进行预热。 均匀的预热一方面可减小焊接应力, 另一方面可降低焊接应变速度, 有利于避免产生焊接裂纹。 预热宜采用电加热方法, 以对口中心线为基准, 两侧各不小于管壁总厚度的 3 倍, 且不小于 50 mm, 并防止过热。
桥梁护栏 201不锈钢复合管 采购")
桥梁护栏 201不锈钢复合管 采购")
桥梁护栏 201不锈钢复合管 采购")





 扫一扫
扫一扫